


1》裁刀設(shè)定時(shí),一定要先放松設(shè)定手輪,使設(shè)定桿接觸到裁斷點(diǎn)控制開關(guān)否則裁刀設(shè)定開關(guān)轉(zhuǎn)至ON時(shí),無法產(chǎn)生設(shè)定的動(dòng)作。
2》工作時(shí)裁刀盡量置于上壓板之中央位置,以免造成機(jī)械之單邊磨損,影響其壽命。
3》更換新裁刀,如高度不一樣時(shí),請依設(shè)定方法,重新設(shè)定。 4》裁斷動(dòng)作時(shí),手請離開裁刀或斬板,嚴(yán)禁用手去扶助刀模而來裁斷,以免危險(xiǎn)。
5》操作人員如需暫離位置時(shí),請務(wù)必關(guān)掉馬達(dá)開關(guān),以免他人不當(dāng)操作而損壞機(jī)臺。
6》請避免超負(fù)荷使用以免損壞機(jī)器而減少使用壽命。
裁斷機(jī)隨著切削時(shí)間的延長,刀具磨損增加。根據(jù)切削實(shí)驗(yàn),可得如下圖所示的刀具正常磨損過程的典型磨損曲線。該圖分別以切削時(shí)間和后刀面磨損量VB為橫坐標(biāo)與縱坐標(biāo)。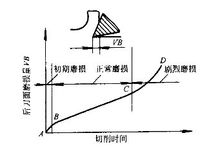 裁斷機(jī)刀具正常磨損過程的典型磨損曲線 從圖可知,裁斷機(jī)刀具磨損過程可分為三個(gè)階段:
裁斷機(jī)刀具正常磨損過程的典型磨損曲線 從圖可知,裁斷機(jī)刀具磨損過程可分為三個(gè)階段:
裁斷機(jī)刀具正常磨損過程的典型磨損曲線 1、初期磨損階段
裁斷機(jī)的刀具初期磨損過程較快,時(shí)間短。一把新刃磨的刀具表面尖峰比較突出,在與切屑相互摩擦過程中,壓強(qiáng)不均勻,峰點(diǎn)的壓強(qiáng)很大,造成尖峰很快被磨損,使壓強(qiáng)趨于勻衡,磨損速度減慢。
2、正常磨損階段
裁斷機(jī)的刀具表面經(jīng)初期磨損,峰點(diǎn)其本被磨平,表面的壓強(qiáng)趨于勻衡,刀具的磨損量VB隨時(shí)間的延長而均勻地增加。該階段的磨損曲線基本上是線性的,其斜率代表損強(qiáng)度,是比較刀具性能的一個(gè)重要指標(biāo)
3、急劇磨損階段
載斷機(jī)的刀具經(jīng)過正常磨損階段后,切削刃已變鈍,切削力、切削溫度急劇升高,磨損原因發(fā)生了質(zhì)變,刀具表層疲勞,性能下降,磨損量VB劇增,刀具會(huì)很快失效。
裁斷機(jī)刀具磨鈍標(biāo)準(zhǔn):
刀具磨損到一定限度就不能繼續(xù)使用。這個(gè)磨損限度稱為裁斷機(jī)刀具磨鈍標(biāo)準(zhǔn)。
裁斷機(jī)刀具壽命:
一把新刀(或重新刃磨過的刀具)從開始使用直至達(dá)到磨鈍標(biāo)準(zhǔn)所經(jīng)歷的實(shí)際切削時(shí)間,稱為裁斷機(jī)的刀具壽命






